
Aluminium är ett av de svårare materialen att svetsa. Den här guiden förklarar hur man TIG-svetsar aluminium – och vad du faktiskt behöver veta för att lyckas.
Varför aluminium kräver AC
Aluminium reagerar extremt snabbt med syret i luften. Redan inom sekunder efter att ytan blottats bildas ett hårt oxidlager – långt innan du ens plockat upp svetspistolen. Det är inte svetsningen som skapar lagret, det finns redan där. Problemet är att aluminiumoxiden smälter vid nästan 2 050 °C medan själva aluminiumet ger efter redan vid 660 °C. Det betyder att grundmaterialet kan börja kollapsa inifrån medan oxidlagret fortfarande sitter kvar helt intakt på ytan. Det är precis det här problemet som AC TIG är byggt för att lösa.
När du svetsar stål räcker det ofta med DC, alltså likström. Men aluminium är ett annat djur. Med växelström – AC – växlar maskinen snabbt mellan två lägen under varje cykel: EN (elektrod negativ) och EP (elektrod positiv). Det ena ger penetration, det andra rengör materialet.
Kombinationen av dessa två lägen är det som gör AC TIG så effektivt för aluminium. Du svetsar och rengör materialet samtidigt, i varje sekund av arbetet.
EN och EP – vad händer egentligen?
Många svetsare vet att de ska använda AC på aluminium, men inte exakt vad maskinen gör i bakgrunden. Här är den enkla förklaringen:
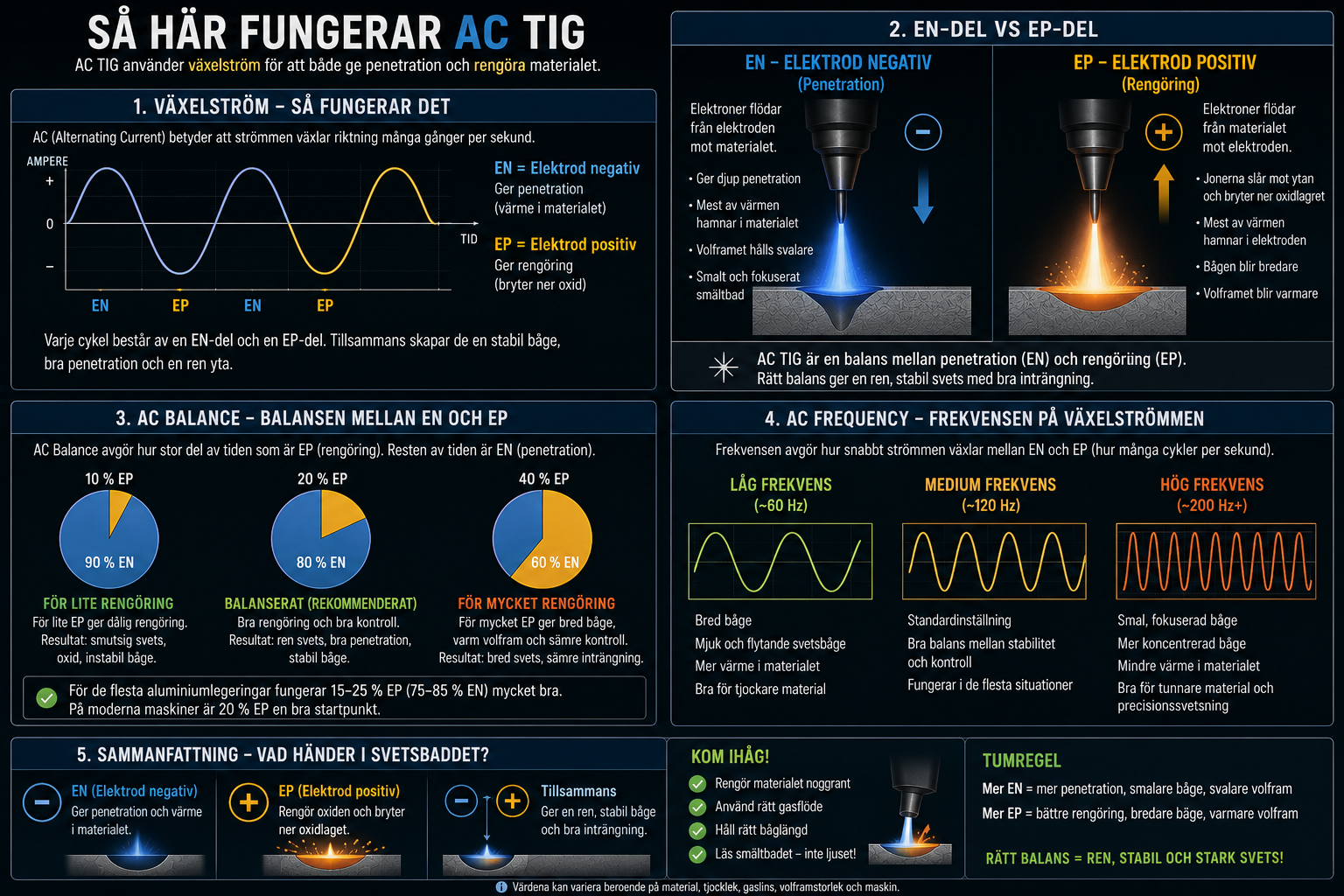
| EN – Elektrod negativ → Elektronerna rör sig från elektroden ner i materialet → Mest värme hamnar i grundmaterialet → Djupare penetration → Smalare, mer fokuserad båge → Volframen hålls svalare | EP – Elektrod positiv → Elektronerna rör sig från materialet mot elektroden → Oxidlagret bryts ner och ytan rengörs → Bredare båge → Mer värme i volframen → Mindre penetration |
EN bygger inträngning. EP rengör ytan. Rätt balans mellan de två är hemligheten bakom en lyckad aluminiumsvets. |
AC balance – så hittar du rätt balans
AC balance styr hur stor andel av cykeln maskinen befinner sig på EP (rengöring) kontra EN (penetration). Det är en av de viktigaste inställningarna att förstå när du lär dig hur man TIG-svetsar aluminium.
På moderna maskiner fungerar ett värde på 20 % EP utmärkt som startpunkt för de flesta aluminiumjobb. Det ger:
- Stabil båge – lagom rengöring utan att tappa kontroll.
- Bra penetration – tillräckligt med EN för att nå djupt i materialet.
- Svalare volfram – elektroden hålls inom rätt temperaturintervall.
Kör du för lite EP riskerar du ett smutsigt, svart svetsbad med kvarvarande oxid. Kör du för mycket EP – vilket är ett vanligt nybörjarmisstag – blir bågen bred och okontrollerad, volframen överhettas och penetrationen försämras.
AC frequency – frekvensens roll i svetsbadet
AC frequency bestämmer hur snabbt maskinen växlar mellan EN och EP. Det påverkar direkt hur bred eller smal din båge blir – och därmed hur mycket kontroll du har.
- ~60 Hz (låg): Bred, mjuk båge. Mer värme i materialet. Passar tjockare aluminium.
- 100–120 Hz (standard): Bra balans mellan stabilitet och kontroll. Fungerar i de flesta situationer.
- 200 Hz+ (hög): Smal, fokuserad båge. Perfekt för tunn aluminium, hörn och precisionsjobb.
Vanliga misstag att undvika när du TIG-svetsar aluminium
- Smutsigt material: Aluminium är extremt känsligt för oxid, fett och fingeravtryck. Rengör alltid med aceton och en ren stålborste dedikerad för aluminium.
- För mycket EP: Det vanligaste nybörjarfelet. Mer rengöring låter bra i teorin – men ger i praktiken bred båge, dålig penetration och överhettad volfram.
- Fel gasflöde: För högt flöde skapar turbulens som drar in luft i skyddsgasen. Håll dig kring 7–10 l/min med gaslins, 10–12 l/min utan.
- För låg frekvens på tunn plåt: En onödigt bred båge gör det svårt att kontrollera smältbadet. Höj frekvensen och behåll kontrollen.
Rekommenderade grundinställningar för att TIG-svetsar aluminium
Nedan är ett bra startschema för den som vill lära sig hur man TIG-svetsar aluminium och snabbt komma igång med maskinen inställd rätt från början.
| Inställning | Rekommenderat värde |
| AC balance | 20 % EP (80 % EN) |
| AC frequency | 100–120 Hz |
| Skyddsgas | Ren argon (100 %) |
| Gasflöde | 7–10 l/min (med gaslins) |
| Volfram | 2 % lanthanerad |
| Slipning | Spetsad med liten kula |
Mer EN = mer penetration, smalare båge, svalare volfram, bättre kontroll. Mer EP = bättre rengöring, bredare båge, varmare volfram, mjukare känsla. |
Kort sammanfattning
Nu vet du grunderna i hur man TIG-svetsar aluminium. Det handlar om att hitta rätt balans mellan penetration (EN) och rengöring (EP) – och förstå vad varje inställning faktiskt gör med svetsbadet.
- Aluminium kräver AC på grund av oxidlagrets höga smältpunkt
- EN ger penetration – EP rengör ytan
- Börja med 20 % EP och 100–120 Hz som standardinställning
- Rengör alltid materialet noggrant innan svetsning
- Undvik för mycket EP – det förstör penetrationen
- Justera frekvensen efter materialtjocklek och fogtyp